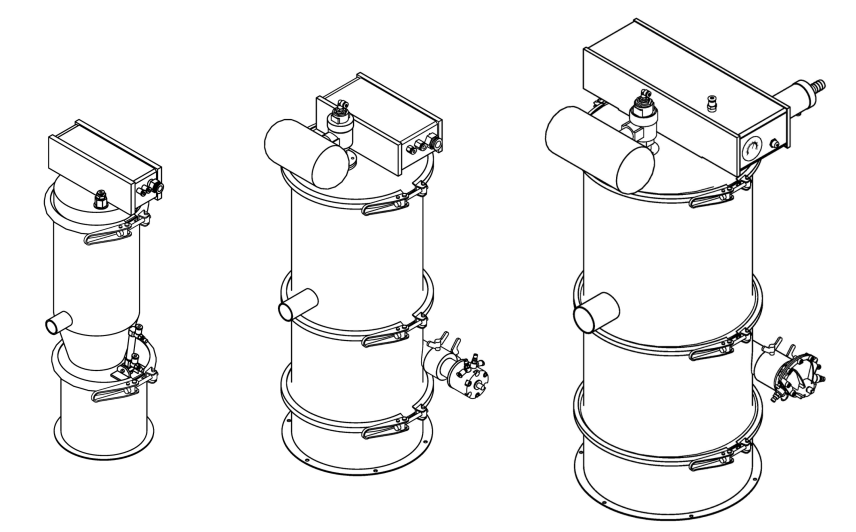
QVC Serie pneumatesch Vakuum Conveyer
Aarbechtsprinzip
Vakuum Feeder ass eng Vakuum fidderen Maschinn mat pneumatesch Vakuum Pompel als Vakuum Quell benotzt.Mat dësem Vakuum Feedermaterial konnten direkt vum Container an de Mixer, Reaktor, Silo, Tablettmaschinn, Verpackungsmaschinn, Schwéngungssieb, Granulator, Kapsel Füllmaschinn, naass Granulator, Trockengranulator an Desintegrator vermëttelt ginn.Fir dëse Feeder ze benotzen kéint d'Aarbechtsintensitéit vun den Aarbechter erliichteren, d'Pudderverschmotzung en Enn setzen an dofir suergen datt de Produktiounsprozess GMP Ufuerderunge entsprécht.
Wann "ON / OFF" Schlëssel gedréckt ass, kompriméiert Loft kritt an Vakuum Pompel an der Offlossquantitéit vun der Hopper, ugedriwwen duerch pneumatesch Zylinder, ass zou, Vakuum ass am Hopper etabléiert.Vakuum Feeder wäert e Loftstroum ënner Vakuum bilden.Operéiert vun dësem Loftstroum gëtt Material iwwer de Schlauch an de Vakuumhopper gefüttert.No enger Zäit (Fütterungszäit, justierbar) gëtt d'kompriméiert Loft ofgeschnidden, pneumatesch Vakuumpompel konnt kee Vakuum generéieren an d'Entladung vum Hopper, ugedriwwe vum pneumatesche Zylinder, gëtt op, de Vakuum am Vakuumfeeder verschwënnt, a Material gëtt automatesch aus der Entladung an d'Empfangsmaschinn entlooss (wéi Tablettpress a Packmaschinn).Mëttlerweil bléist d'kompriméiert Loft, déi am Loftbehälter gespäichert ass, de Filter ëmgedréint fir de Filter automatesch ze botzen.No enger Zäitperiod (Entlaaschtungszäit, justierbar) gëtt d'kompriméiert Loft nei gestart, pneumatesch Vakuumpompel generéiert Vakuum, Entladung ass zou, Vakuumfeeder fiddert Material erëm, op dës Manéier funktionnéiert de Feeder a Zyklen fir d'Material kontinuéierlech an d'Empfangmaschinn ze fidderen.
Fir de Vakuumfeeder mat Materialniveaukontrolle gëtt automatesch Ernierung mam Hopper vun der Materialempfangmaschinn duerch Materialniveaukontrolle realiséiert.Wann d'Materialniveau méi héich ass wéi eng Positioun am Hopper vum Materialempfangmaschinn, stoppt Vakuumfeeder ze fidderen, awer wann hien d'Materialniveau méi niddereg ass wéi eng Positioun am Hopper, fänkt de Vakuumfeeder automatesch ze fidderen.An d'Füttern op der Materialempfangmaschinn ass also fäerdeg.
Technesch Spezifizéierung
| Modell | Füttervolumen (kg/h) | Loftverbrauch (L/min) | Pressure of Supplied Air (Mpa) |
| QVC-1 | 350 | 180 | 0,5-0,6 |
| QVC-2 | 700 | 360 | 0,5-0,6 |
| QVC-3 | 1500 | 720 | 0,5-0,6 |
| QVC-4 | 3000 | 1440 | 0,5-0,6 |
| QVC-5 | 6000 | 2880 | 0,5-0,6 |
| QVC-6 | 9000 | 4320 | 0,5-0,6 |
① Kompriméiert Loft soll Ueleg- a Waasser-gratis ginn.
② D'Fütterungskapazitéit gouf mat enger 3 Meter Fütterungsdistanz bestëmmt.
③ D'Fütterungskapazitéite si vill anescht mat verschiddene Materialien.
Debugging an Installatioun
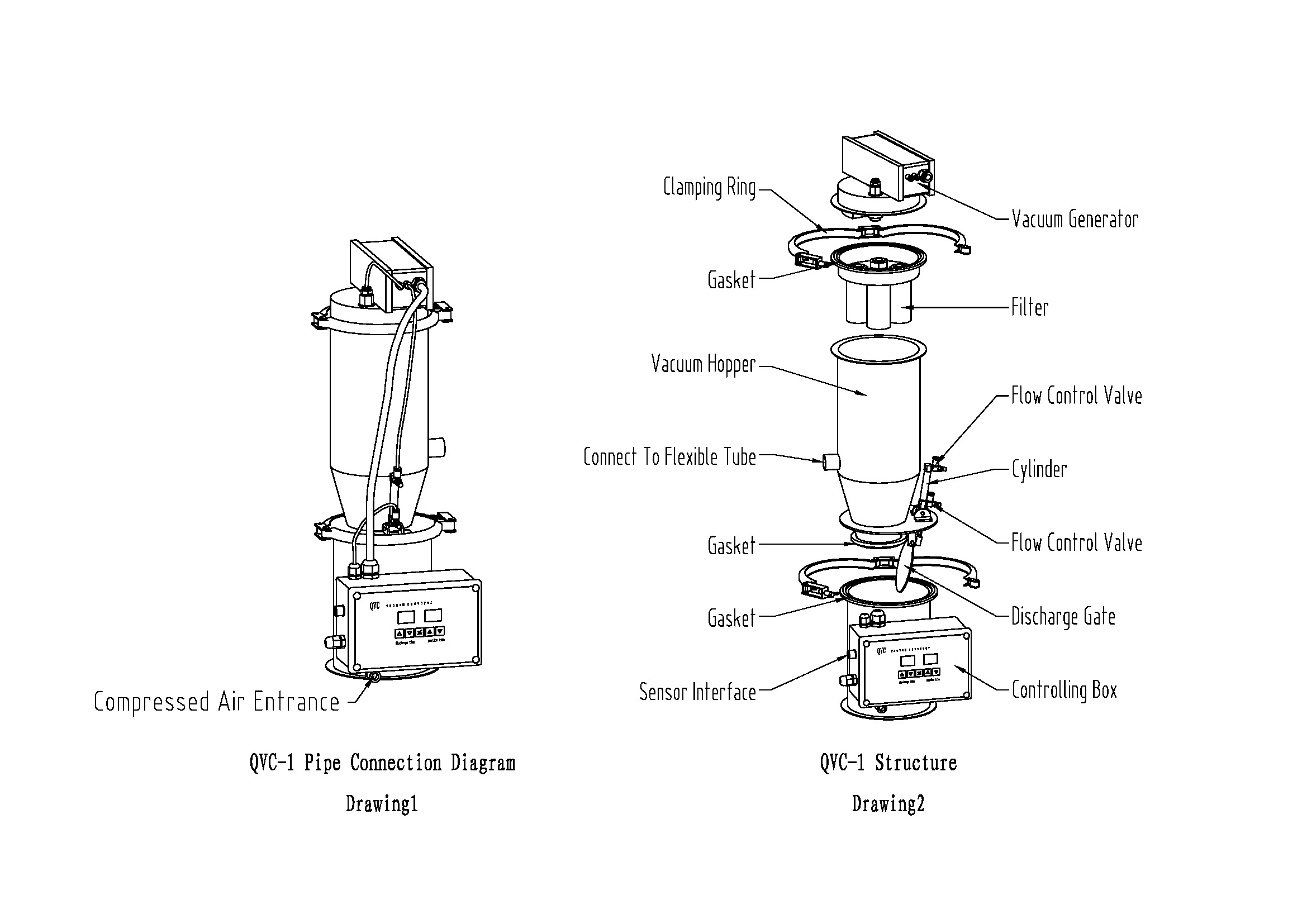
1.Fix de Vakuum Hopper op den Hopper vu Blatpress oder Packmaschinn (oder aner Maschinnen) mat engem Ring.Am Fall wou de Vakuum Hopper net direkt op den Hopper vun der Materialempfangmaschinn fixéiert ka ginn, kann eng Ënnerstëtzung gemaach ginn fir de Vakuum Hopper ze fixéieren.
2.D'Kontrollkëscht gëtt op de Vakuum Hopper hänke gelooss, wann d'Wueren geliwwert ginn, et kann op all aner richteg Plazen no den Aarbechtsbedingunge hänken.
3.Verbindung vu Päif fir kompriméiert Loft.
A. Selektioun vum Duerchmiesser vum Päif fir d'Entrée kompriméiert Loft (bezunn op d'Maschinninstallatiounsraum):
Wielt 1/2″ Pipe fir QVC-1, 2, 3;
Wielt 3/4″ Pipe fir QVC-4, 5, 6;
Direkt benotzt φ10 PU Päif fir QVC-1 Vakuum Feeder.
B. Ball Krunn oder Filter Decompression Ventil soll op der Positioun installéiert ginn, wou kompriméiert Loft Päif am Raum vun der Maschinn kritt.
C. Fir QVC-1, 2 Vakuumfeeder, verbënnt den Ausgang vum Filterdekompressionsventil mat der Inletverbindung vun der kompriméierter Loft op der ënneschter Säit vun der Kontrollkëscht.D'Gréisst vum kompriméierte Loftpipe soll d'selwecht sinn wéi d'Inletverbindung vun der kompriméierter Loft op der ënneschter Säit vun der Kontrollkëscht.
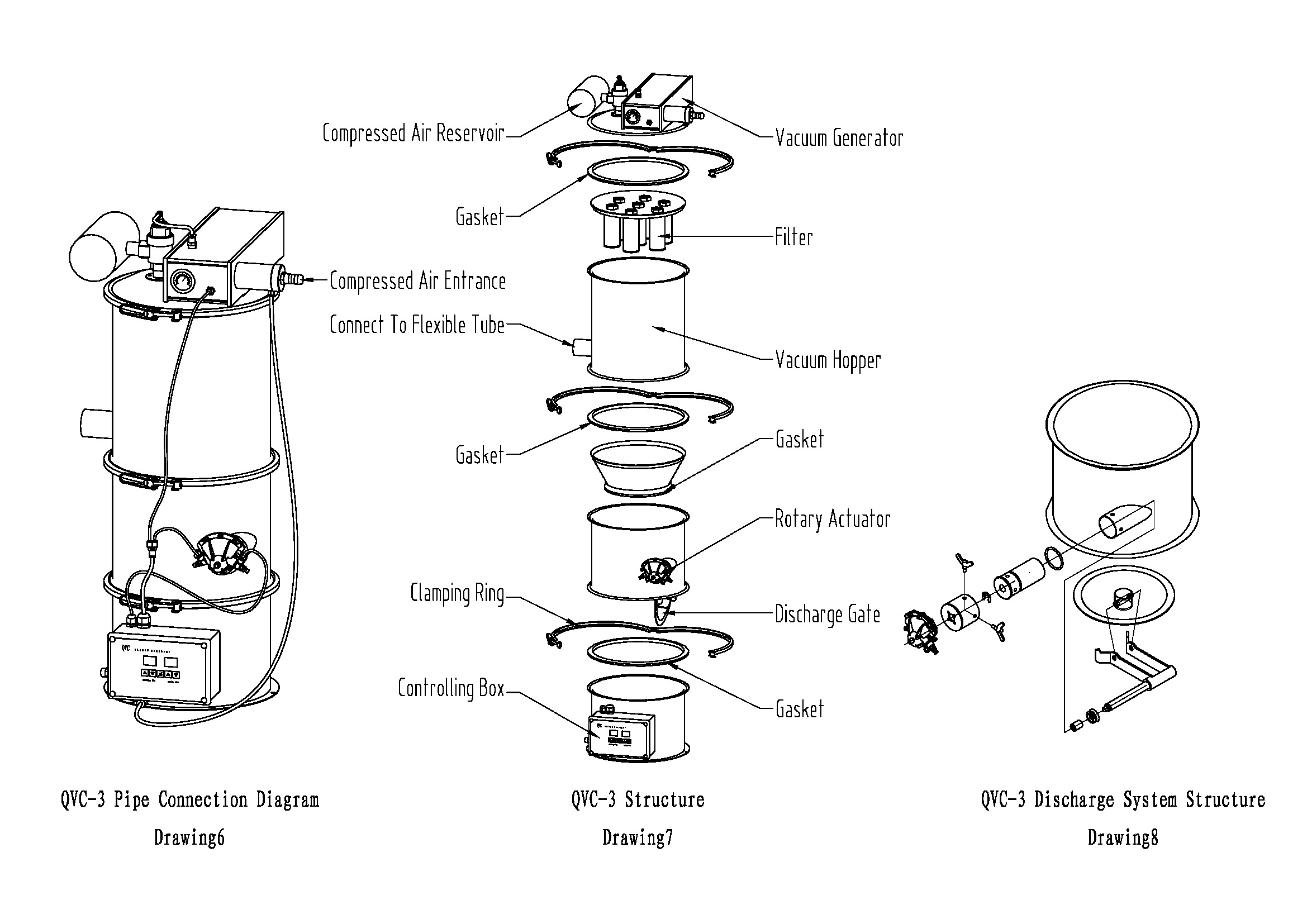
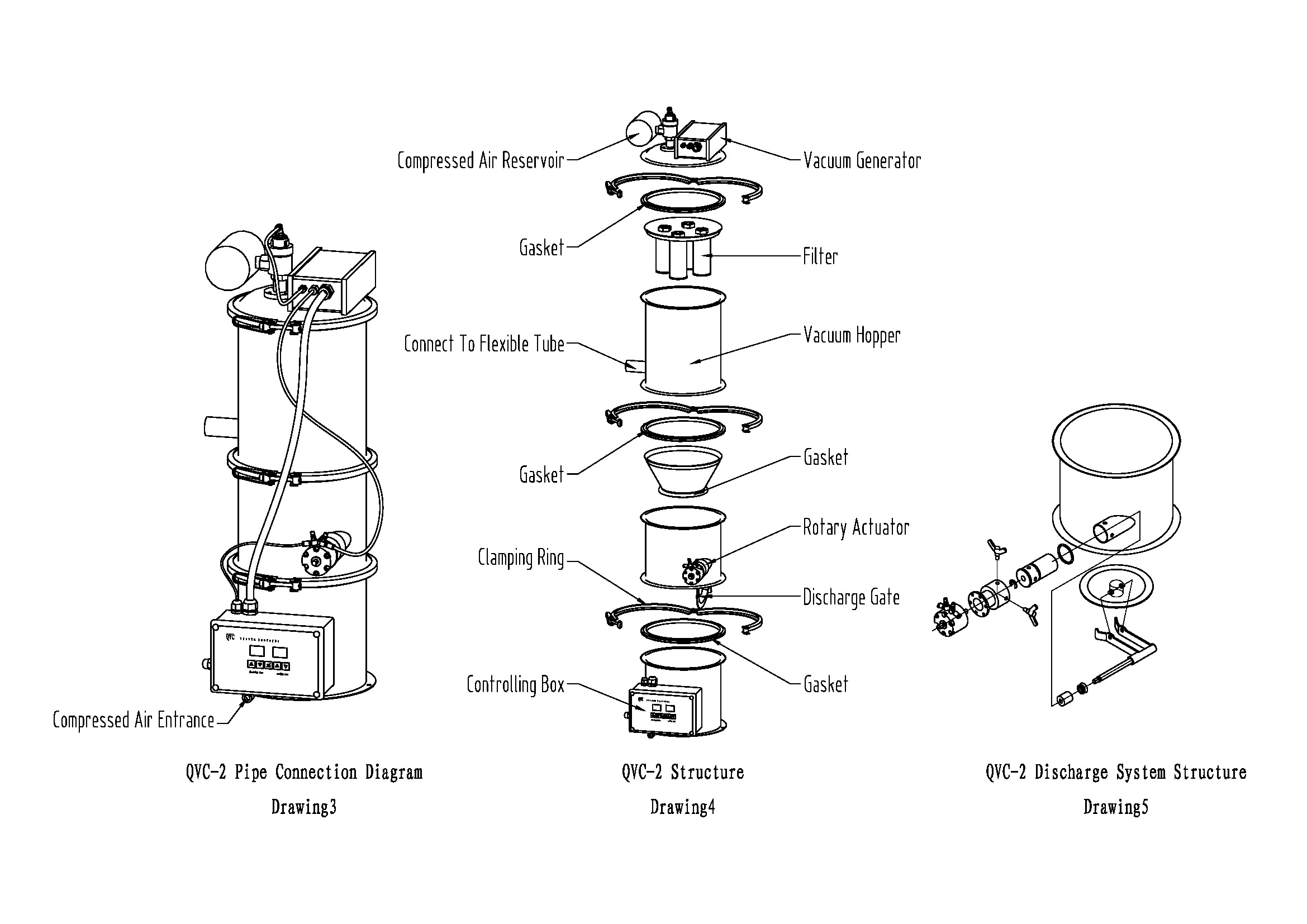
D. Fir QVC-3, 4, 5, 6 Vakuum Feeder, verbënnt den Ausgang vum Filter Dekompressionsventil direkt an d'Inletverbindung vum Vakuumgenerator.D'Gréisst vum kompriméierte Loftpipe soll d'selwecht sinn wéi d'Inletverbindung vun der kompriméierter Loft am Vakuumgenerator.
E. Connectéiert d'Trocknluftleitung tëscht Kontrollkëscht an Vakuumgenerator no Diagrammer 1 an 3.
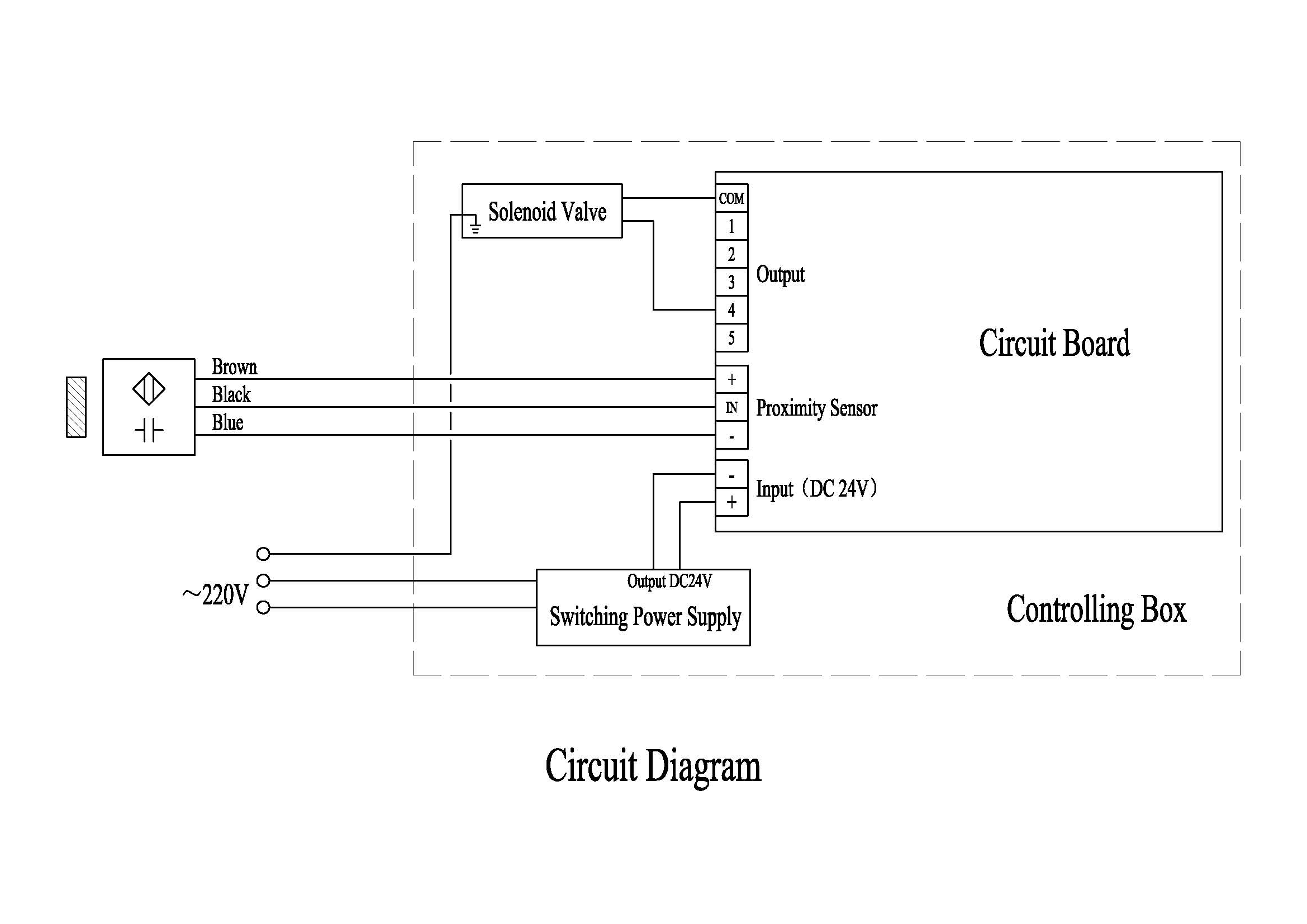
4.Plug AC 220V Stecker an Power Socket, d'Zäitdisplay op der Kontrollkëscht ass elo op, dat heescht datt d'Kraaft um System ugeschloss ass.Notéiert Stroumkabel muss 3-Linn sinn.D'Kontrollkabinett muss zouverlässeg gegrënnt ginn fir ze vermeiden datt de Kontrollchip op en Enn geet duerch Interferenz.Gesinn elektresch schematics fir wiring Diagramm fir Kontroll Këscht.
5.Touch Schlëssel fir Zäit Erhéijung / Ofsenkung.Setzt d'Fütterungszäit op 5-15 Sekonnen a setzt d'Entladungszäit op 6-12 Sekonnen.Fir Puddermaterialien sollt d'Fütterungszäit méi kuerz gesat ginn an d'Entladungszäit sollt méi laang gesat ginn, während d'Fütterungszäit fir Pelletmaterialien méi laang sollt sinn an d'Entladungszäit méi kuerz sinn.
6.Press "ON / OFF" Schlëssel kompriméiert Loft gëtt zu Vakuum Generator gefüttert, Vakuum gëtt am Vakuum Hopper produzéiert an d'Fütterung realiséiert.
7.Zu dëser Zäit sollt Dir op den Drock vun der kompriméierter Loft oppassen.Den Drock vun der geliwwert Loft soll 0,5-0,6Mpa sinn.Den Drock vun der geliwwerter Loft bezitt sech op den Drock vun der kompriméierter Loft am System wann de Vakuumgenerator funktionnéiert, also während der Ernierung.Et gëtt Jauge um Vakuum Generator fir QVC-3, 4, 5, 6 a Liesen op der Jauge soll als Standard ugesi ginn.Awer fir QVC-1, 2 gëtt et keng Jauge um Vakuum Generator an de Jauge um Filter Dekompressionsventil soll als Standard ugesi ginn.Am Debugging sollt Dir besonnesch oppassen datt den Drock vun der geliwwerter Loft 0,5-0,6Mpa op den Loftdrock am System während der Ernierung bezitt.Wärend der Entladung oder am Standby soll den Drock op der Jauge um Filterdekompressionsventil 0,7-0,8Mpa sinn.Vill Benotzer, wa se Feeder installéiert hunn, setzen dacks de Filterdekompressiounsventil op 0,6Mpa.Wann zu dëser Zäit Vakuum Generator ufänkt ze schaffen, fällt den Drock vum System op eemol op 0,4Mpa, wat resultéiert aus enger falscher Ernierung oder enger kuerzer Ernierungskapazitéit.Fir laang Distanz Fütterung oder méi grouss Fütterungskapazitéit muss de Loftdrock am System 0,6Mpa erreechen.
Trouble Shooting
Ausgefall Fütterung oder kuerz Fütterkapazitéit geschitt um Feeder Kontrolléiert de Feeder no der folgender Prozedur:
1.Wann den Drock vun der geliwwert Loft 0,5-0,6Mpa erreecht.Den Drock vun der geliwwert Loft bezitt sech op den Loftdrock am System wann de Vakuumgenerator funktionnéiert.
2.Wann d'Entladung loftdicht ass.
A.No laangfristeg Operatioun gëtt e gewëssen décke Pulver op der Entladung deposéiert, wat laxen Auslaaf a Vakuumleckage entstinn.Da soll d'Ofdreiwung gebotzt ginn.
B.No laangfristeg Operatioun gëtt d'Dichtung op der Entladung verschwonn, wat laxen Auslaaf a Vakuum Leckage entstinn.Da soll d'Dichtung ersat ginn.
C.No laangfristeg Operatioun geet eppes falsch mat der Effizienz a Schlag vum pneumatesche Zylinder.Da soll den Zylinder ersat ginn.
3.De Filter ass blockéiert.Blas de Filter mat enger kompriméierter Loftdüse a béid Richtungen no vir an zréck.Wann de Filter beschleunegt ass, gëtt en deblockéiert.Wann Dir en erstéckten Filter fillt, ass de Filter blockéiert a sollt ersat ginn.Oder setzt de blockéierte Filter an den Ultraschallreiniger fir 30 Minutten fir ze botzen.
4.De Material Saugschlauch gëtt duerch grousst Agglomeratmaterial blockéiert.Dëst geschitt normalerweis am Inlet vun Edelstahl Material Saugdüse oder am Inlet vum Vakuum Hopper.
5.The clamping Réng ass net tëscht Pompel Kapp an Hopper befestegt, tëscht Hopper Rubriken, doraus resultéierend System Leckage a verursaache gescheitert Fudder oder ofgeholl Fütterung Kapazitéit.
6.Reverse bléist System geet falsch.All Kéier wann de Feeder Material entléisst, bléist d'kompriméiert Loft am Loftbehälter de Filter ëmgedréint fir sécherzestellen datt et en dënnen Pudder op der Uewerfläch vum Filter ass.Wann de Réckblécksystem falsch geet, gëtt méi décke Pudder op der Uewerfläch vum Filter deposéiert, erhéicht Resistenz mécht d'Füttern onméiglech op de Vakuumfeeder.An dësem Fall sollt de Réckblécksystem ersat ginn.
Botzen
An Apdikten wéinst verschiddene Varietéiten a Lotnummeren mussen Vakuumfeeder dacks gebotzt ginn.Mir hunn dës Ufuerderung vun de Benotzer voll berücksichtegt wa mir d'pneumatesch Vakuumfeeder designen.Fir ze botzen brauch de Benotzer nëmmen déi folgend ze maachen:
1.Loosen agraffes fir d'pneumatesch Vakuumpompelversammlung ofzehuelen.Pneumatesch Vakuumpompel, Loftbehälter an Deckel sinn als integréiert Versammlung verbonnen, déi net mat Waasser gebotzt muss ginn.
2.Take of the Filter Assemblée a bléist de Pulver op der Filterpipe mat kompriméierter Loft aus.Da wäscht et ëmmer erëm mat waarmem Waasser.No der Wäschung blosen d'rescht Waasser op der Mauer vum Filterpipe mat kompriméierter Loft.Elo soll d'Filterpipe ganz séier no widderholl Bléien sinn.Wann Dir Iech fillt datt de Filter erstéckt, heescht dat datt et nach ëmmer e bësse Waasser an der Filterleitmauer ass.An Dir musst weider mat kompriméierter Loft sprengen, da loosse se ofkillen oder dréchen.
3.Loosen Spannringen, huelt de Vakuum Hopper of a wäscht den Hopper mat Waasser.